1. Einführung in Schwerlast-Bohrgestänge
Bohrgestänge sind wichtige Bauteile, die die Oberflächenausrüstung mit den Bohrlochwerkzeugen verbinden.Schwergewichtige Bohrgestänge (HWDP)Als Spezialbohrrohre dienen HWDP als Übergangselement zwischen Standardbohrrohren und Bohrkragen. Durch optimierte Konstruktion und fortschrittliche Materialien spielen sie eine entscheidende Rolle bei der Lastaufnahme, Schwingungsdämpfung und Stabilisierung der Bohrlochrichtung unter komplexen Bohrbedingungen.
Wichtigste Designmerkmale:
Struktureller Übergang: Verbindet „flexible“ Bohrrohre und „starre“ Bohrkragen und mindert so die Spannungskonzentration an den Verbindungsstellen.
Erhöhte Wandstärke: 2–3 Mal dicker als Standard-Bohrrohre bei gleichem Außendurchmesser (z. B. φ50 mm, φ89 mm) für die Betriebskompatibilität.
Multifunktionale Anwendungen: Ersetzt Bohrgestänge beim Bohren in schmalen Bohrlöchern, reduziert das Drehmoment und das Risiko von festsitzenden Bohrgestängen bei Richtbohrungen und ermöglicht eine präzise Steuerung des Gewichts auf dem Bohrmeißel (WOB).

2. Strukturelle Auslegung: Doppelte Gewährleistung von Festigkeit und Verschleißfestigkeit
2.1 Rohrkörperstruktur
Upset Design: Interne, externe oder kombinierte Stauchung an den Rohrenden zur Verbesserung der Druckfestigkeit und der Dauerfestigkeit.
Interne Störung: Gewährleistet den Erhalt des Außendurchmessers bei engen Bohrlöchern.
Äußere Störung: Erhöht die axiale Belastbarkeit vertikaler Bohrungen.
Kombinierte ÜberraschungOptimal geeignet für extreme Umgebungen wie ultratiefe Brunnen.
Materialauswahl: Hochfeste Legierungen (z. B. 4145H MOD) mit Streckgrenzen im Bereich von 55.000 bis 110.000 KSI.
2.2 Werkzeugverbindungstechnologie
Verlängerte Werkzeuggelenke: Vergrößerung der Kontaktfläche zur besseren Verteilung von Zug-, Druck- und Torsionsbelastungen.
Verbindungsmethoden:
Gewindeverbindungen: API- oder Doppelschultergewinde mit Dichtmitteln zur Verhinderung von Leckagen.
Geschweißte Konstruktionen: Integrierte Schmiedeverbindungen für Anwendungen mit hoher Beanspruchung.
2.3 Verschleißfeste Hartmetallbeschichtung
MaterialWolframcarbid (HRC ≥60)
FunktionenReduziert den Verschleiß des Bohrrohrkörpers in horizontalen Bohrungen um 50 %.
Erhöht die Reibung zur Stabilisierung des Bohrstrangs und zur Kontrolle der Bohrlochbahn.
3. Kernfunktionen: Von der Spannungsreduzierung bis zur Bohrlochstabilität
3.1 Stresspufferung
Schwingungsdämpfung: Durch die Verwendung von Stauchprofilen und elastischen Materialien werden die Vibrationen des Bohrgestänges in elastische Energiedissipation umgewandelt.
Drehmomentdämpfung: Verlängerte Werkzeuggelenke verteilen die Torsionsspannungen neu und minimieren so Ermüdungsbrüche in Standardrohren.
3.2 WOB-Optimierung
Gewichtsvorteil: Zwischengewicht (z. B. 38 kg/m für φ89 mm HWDP) zwischen Bohrgestänge und Kragen.
Adaptive Steuerung: Passt das WOB an Schieferformationen an (verhindert Festklemmen des Bohrgestänges) und Hartgesteinsschichten an (verbessert das Eindringen).
3.3 Trajektorie und Bohrlochintegrität
RichtungsstabilitätDurch die Hartmetallbeschichtung wird das Wackeln des Bohrgestänges minimiert und der geplante Bohrlochverlauf beibehalten.
Antikollaps: Reduziert lokale Druckspitzen durch Biegung, während die Spülungszirkulation für Sauberkeit im Bohrloch sorgt.

4. Praktische Anwendungen
4.1 Ultratiefbrunnenbohrung
Fallstudie: Bohrung Tashen-1 (8.408 m Tiefe, >200°C, 140 MPa Druck).
LeistungHochtemperaturbeständige Legierungen und Stauchkonstruktionen konnten abrasiven Ablagerungen und zyklischen Belastungen entgegenwirken.
4.2 Herausfordernde geologische Bedingungen
Sauergasumgebungen: Bei der Bohrung Jiaoye-1HF (Fuling Shale Gas Field) wurden korrosionsbeständige Legierungen und Beschichtungen zur Bekämpfung von H₂S eingesetzt.
Richtbohrungen/HorizontalbohrungenSpiralförmige HWDP reduzierten die Reibung und verbesserten die Richtungssteuerung.
5. Technologische Fortschritte
5.1 Fertigungsinnovationen
Wärmebehandlung: Härten und Anlassen zur Verbesserung der Schlagzähigkeit.
Qualitätssicherung: 100% Ultraschallprüfung (UT) und Magnetpulverprüfung (MPI).
5.2 Intelligente Fertigung
MES/ERP-IntegrationVollständige Rückverfolgbarkeit vom Bestellvorgang bis zur Auslieferung.
AnpassungsoptionenDoppelschulterverbindungen, verlängerte Hartmetallisierung und interne Kunststoffbeschichtungen.

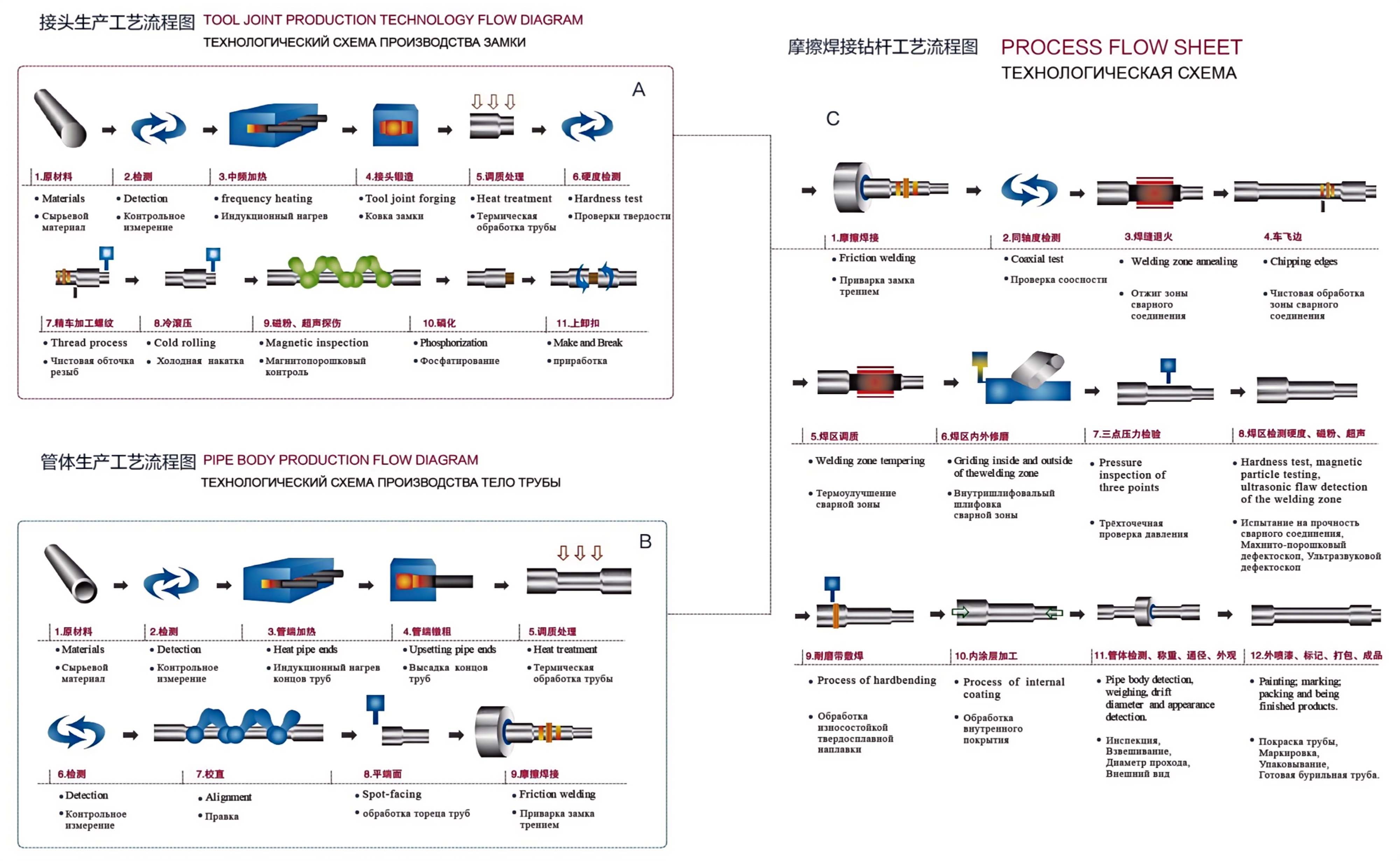
6. Herstellungsprozess
Materialauswahl: Stangen aus legiertem Stahl 4145H MOD.
Rohrverarbeitung: Bohren → Stauchschmieden → Wärmebehandlung.
WerkzeugverbindungsherstellungSchmieden → Gewindekaltwalzen → Phosphatieren.
Schweißen/MontageReibschweißen oder integrale Bearbeitung.
Qualitätskontrolle: Ultraschall-Dickenmessung, Härteprüfung, Druckvalidierung.
Oberflächenbehandlung: Hartbandbeschichtung und Korrosionsschutzbeschichtungen.
Abschluss
Als Eckpfeiler moderner Bohrtechnik vereint HWDP strukturelle Innovation und Materialwissenschaft, um die Sicherheit und Effizienz beim Bohren zu verbessern. Von ultratiefen Bohrungen bis hin zu korrosiven Formationen – seine Doppelfunktion als „flexibler Übergang“ und „starre Stütze“ verschiebt kontinuierlich die Grenzen der Öl- und Gasexploration.
Wählen Sie Womic Steel Group als Ihren zuverlässigen Partner für Bohrrohre und unübertroffene Lieferleistung. Wir freuen uns auf Ihre Anfrage!
Webseite: www.womicsteel.com
E-Mail: sales@womicsteel.com
Tel./WhatsApp/WeChat: Victor: +86-15575100681 oder Jack: +86-18390957568
Veröffentlichungsdatum: 11. April 2025